Tin công nghệ Hoạt động của Vitech
Tin công nghệ Hoạt động của Vitech 



Danh sách nội dung [Ẩn]
Hiện nay việc đảm bảo chất lượng cho mỗi sản phẩm là việc rất quan trọng đối vói các doanh nghiệp. Do đó yêu cầu đặt ra là phải làm sao cho các sản phẩm đó phải có chất lượng và mẫu mã giống nhau. Vì vậy nhà sản xuất phải nắm bắt được các thông số kỹ thuật, các tỷ lệ pha trộn phải được cài đặt chính xác. Việc hiệu chỉnh các thông số đầu vào cũng như đầu ra phải dễ thực hiện và thuận lợi cho người sản xuất và người điều khiển trung tâm. Đặc biệt trong công nghệ sản xuất xi măng công đoạn phối liệu để nghiền liệu và định lượng nghiền xi măng là rất quan trọng, nó quyết định đến chất lượng của xi măng.
Với tầm quan trọng của hệ thống cân băng định lượng nên hệ thống này nằm ngay đầu dây chuyền sản xuất, công nghệ sản xuất xi măng thiết bị định lượng này có nhiều loại:
Theo chế độ vận hành được chia thành vận hành liên tục và gián đoạn.
Theo phương pháp định lượng chia thành: định lượng theo thể tích hay đong (tính theo m3); định lượng bằng cân (tính theo kg, tấn,...) hoặc cả dạng hỗn hợp cân và đong.
Theo phương pháp điều khiển định lượng: Thiết bị định lượng thủ công, tự động theo chương trình định sẵn.
Trong số các thiết bị đang dùng hiện nay, cân băng định lượng được dùng rộng rãi nhất, nó thuộc loại thiết bị cân tự động. Thiết bị này cho phép cấp một dòng liệu liên tục đều đặn từ két chứa tới thiết bị gia công.
Để điều chỉnh được tỷ lệ pha trộn nguyên liệu chính xác và thay đổi năng suất dễ dàng ta sử dụng biến tần nguồn áp để điều chỉnh tốc độ động cơ điện không đồng bộ xoay chiều ba pha.
Hệ thống cân băng được thiết kế để điều chỉnh tốc độ cấp liệu của vật rắn. Vật liệu rắn được tháo ra từ các silô. Bề dầy của vật liệu trên băng tải thường được trải đều để đảm bảo mức chịu tải của băng tải là không thay đổi. Lưu lượng vật liệu có thể đạt được thông qua việc điều chỉnh tốc độ của băng tải.
Nguyên lý: Động cơ quay kéo theo hộp giảm tốc làm quay băng tải hoạt động đưa nhiên liệu xuống băng tải để vào máy nghiền. Liệu sẽ tác động lên tế bào cân và tín hiệu từ tế bào cân sẽ đưa vào tủ điện phòng điều khiển. Tại đây nhờ bộ biến tần điều khiển tốc độ quay băng tải theo giá trị cần thiết.
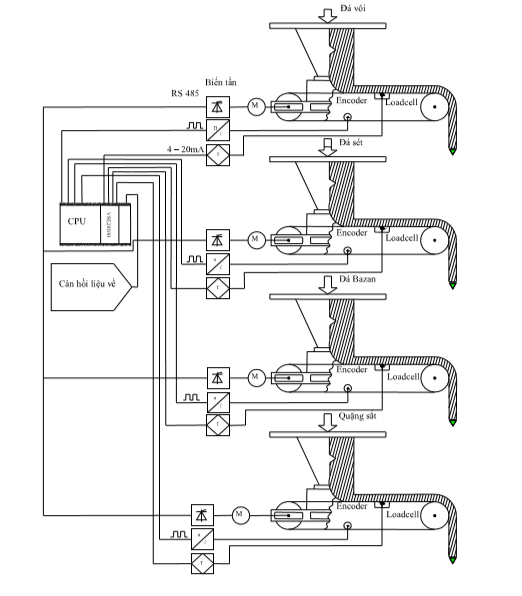
Hệ thống định lượng được điều khiển nhờ PLC được sử dụng ở nhà máy xi măng bao gồm 4 băng cân giống nhau để cân 4 loại liệu: đá vôi, đá sét, đá bazan và quặng sắt.
Mỗi băng tải cân được lắp các đầu cân điện tử để đo trọng lượng m (loadcell) trên băng và có đầu đo tốc độ để đo vận tốc dài của băng. Vì băng tải cân ngắn, tốc độ từ động cơ đến băng tải truyền qua hộp số cứng nên tốc độ băng tải được đo thông qua tốc độ động cơ. Các tín hiệu m và V được đưa vào máy tính thông qua bộ chuyển đổi A/D và máy tính sẽ tính năng suất thực của cân Qt = m.v và so sánh vói giá trị định mức Qđ của chúng. Từ đó đưa ra tín hiệu điều khiển Udk để điều khiển động cơ thông qua các bộ biến tần nhằm đảm bảo duy trì ổn định các thông số trên theo giá tĩị đặt trước.
Như vậy để đo lưu lượng vận chuyển trên băng tải phải đo được hai thông số: tốc độ chuyển động của băng tải và mật độ liệu. Trong quá trình sản xuất khi mà lượng liệu trên băng tải ít, để nhận biết điều này nhờ cảm biến trọng lượng loadcell tác động, cùng với tín hiệu từ cảm biến tốc độ chuyển động của động cơ (băng tải) được Encoder đưa về bộ xử lý trung tâm và so sánh với lượng định mức để đưa tín hiệu mở van xả liệu. Nếu mở van xả liệu mà vẫn chưa đạt yêu cầu thì phải kết hợp điều chỉnh tốc độ băng tải
Giới thiệu các thiết bị trong hệ thống cân băng định lượng.
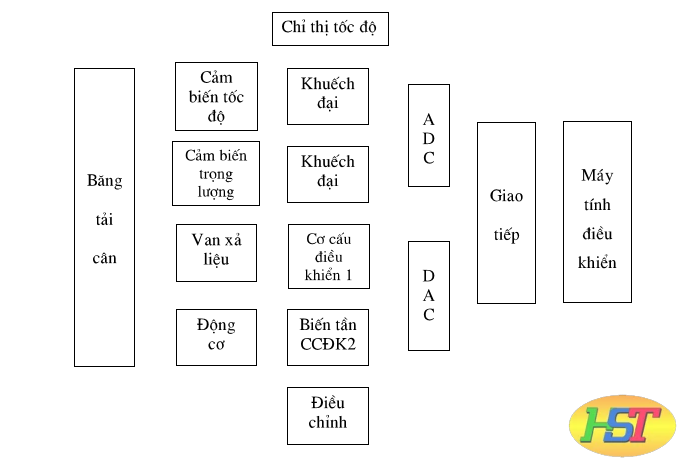
Hệ thống cân băng định lượng thực hiện định lượng liệu theo một tỷ lệ nhất định đòi hỏi độ chính xác, công việc này thực hiện được nhờ vào nhiều bộ phận cấu thành, mà trong đó bao gồm một số phần tử đo lường, điều khiển và giám sát sau:
Máy tính:
Máy tính được đặt tại phòng điều khiển trung tâm, có chức năng: cho phép kỹ thuật viên giám sát liên tục các hoạt động trong hệ thống để điều khiển quá trình, hiển thị báo cáo về quá trình sản xuất, chỉ thị giá trị đo lường dưới dạng các trang màn hình, trang đồ thị, trang sự kiện, thu thập dữ liệu và đưa vào lưu trữ theo trang nhất định.
*PLC:
PLC có chức năng nhận lệnh từ máy tính truyền xuống cho biến tần để điều khiển tốc độ động cơ băng tải, đồng thòi nhận tín hiệu phản hồi từ biến tần truyền về lại cho máy tính xử lý.
Biến tần:
Biến tần sử dụng phương pháp điều khiển véctơ từ thông, thực hiện các lệnh điều khiển của máy tính thông qua PLC hoặc trực tiếp từ PLC. Biến tần cũng nhận tín hiệu phản hồi tốc độ động cơ để thực hiện tính toán các thông số k của luật điều khiển PID nhằm điều khiển tốc độ động cơ tiến nhanh đến giá trị mong muốn.
Động cơ điện xoay chiều ba pha:
Động cơ này có nhiệm vụ chính là truyền chuyển động chính cho băng tải.
Hộp số:
Đóng vai trò quan trọng trong việc truyền động giữa động cơ với băng tải và các con lăn. Nó gồm bộ phận truyền bánh răng hay trục vít để giảm số vòng quay và truyền công suất tới các cơ cấu chấp hành.
Cảm biến:
Cảm biến đống vai ưò quan trọng, là đầu vào của PLC, mục đích là cân trọng lượng liệu được vận chuyển và đo tốc độ của băng tải.
Trong cân băng tải người ta thường sử dụng cảm biến trọng lượng loadcell và cảm biến vận tốc Encoder.
Các bộ biến đổi ADC, DAC.
Là các thiết bị biến đổi tín hiệu tương tự - số, số - tương tự để giao tiếp giữa máy tính vổi đối tượng điều khiển.
Đầu cân
Là thiết bị dùng để chuyển tín hiệu điện từ 4 đến 20 mA hoặc từ 0 đến 10V thành tín hiệu số.
Cân băng được thiết kế để cân liên tục lượng vật liệu vận chuyển trên băng tải. Vật liệu được dẫn trên một sàn bố trí dưới băng tải và được giới hạn bởi hai con lăn.
Nguyên lý đo:
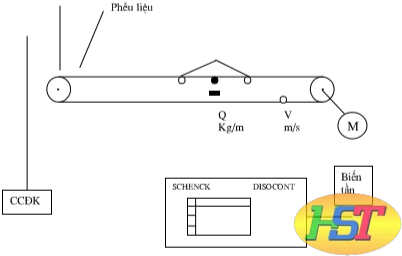
Từ silô chứa, liệu được đưa xuống băng tải cân qua phễu liệu đổ xuống băng tải cân vận chuyển theo phương ngang để vận chuyển liệu vào máy nghiền. Nhờ các cảm biến ta xác định được khối lượng m và tốc độ V của băng tải sau đó các tín hiệu này được khuếch đại và đưa về bộ chuyển đổi tương tự - số để đưa vào máy tính. Máy tính sẽ tính năng suất thực của các cân, so sánh với năng suất định mức của chúng và từ đó đưa ra tín hiệu điều khiển Udk để điều khiển thông qua các biến tần. Nhằm mục đích điều khiển tốc độ hợp lý giữa các băng tải cân sao cho sai số giữa giá trị thực và giá trị định mức là nhỏ nhất nên trong hệ thống cân định lượng người ta sử dụng bộ điều khiển lập trình PLC.
Trong quá tình hoạt động tốc độ của băng tải được điều chỉnh bởi động cơ thông qua bộ biến tần. Vói mỗi yêu cầu sản xuất khác nhau thì cân băng tải lại được cân chỉnh sao cho phù hợp.
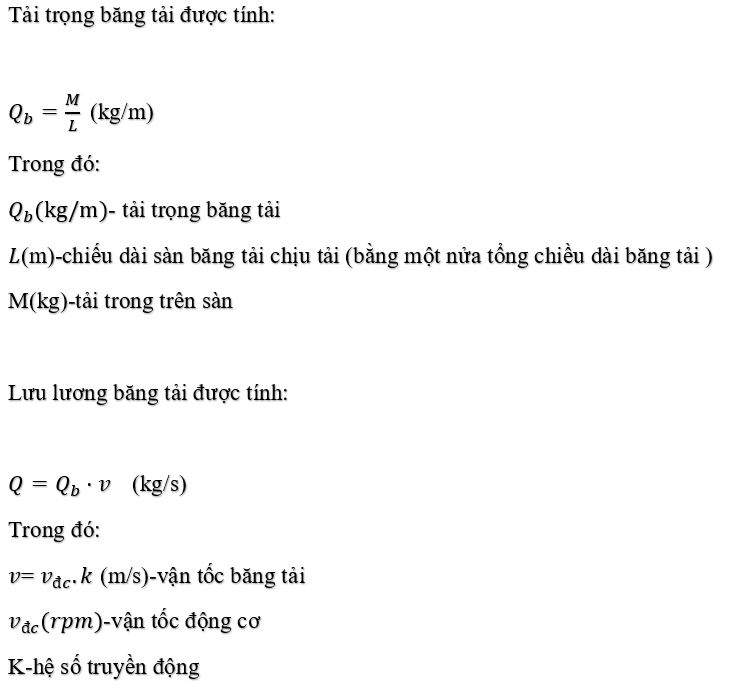
Xây dựng công thức tính toán.